豐臺型鋼產地貨源公司
發(fā)布時間:2023-07-19 02:19:41
豐臺型鋼產地貨源公司
軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。冷拔(軋)無縫鋼管的軋制方法較熱軋(擠壓無縫鋼管)復雜。它們的生產工藝流程前三步基本相同。不同之處從第四個步驟開始,圓管坯經打空后,要打頭,退火。退火后要用專門的酸性液體進行酸洗。酸洗后,涂油。然后緊接著是經過多道次冷拔(冷軋)再坯管,專門的熱處理。熱處理后,就要被矯直。

豐臺型鋼產地貨源公司
主要分為等邊角鋼和不等邊角鋼兩類,其中不等邊角鋼又可分為不等邊等厚及不等邊不等厚兩種。角鋼的規(guī)格用邊長和邊厚的尺寸表示。目前國產角鋼規(guī)格為2—20號,以邊長的厘米數(shù)為號數(shù),同一號角鋼常有2—7種不同的邊厚。進口角鋼標明兩邊的實際尺寸及邊厚并注明相關標準。一般邊長12.5cm以上的為大型角鋼,12.5cm—5cm之間的為中型角鋼,邊長5cm以下的為小型角鋼。進出口角鋼的定貨一般以使用中所要求的規(guī)格為主,其鋼號為相應的碳結鋼鋼號。也是角鋼除了規(guī)格號之外,沒有特定的成分和性能系列。角鋼的交貨長度分為定尺、倍尺兩種,國產角鋼的定尺選擇范圍根據(jù)規(guī)格號的不同有3—9m、4—12m、4—19m、6—19m四個范圍。日本產角鋼的長度選擇范圍為6—15m。

豐臺型鋼產地貨源公司
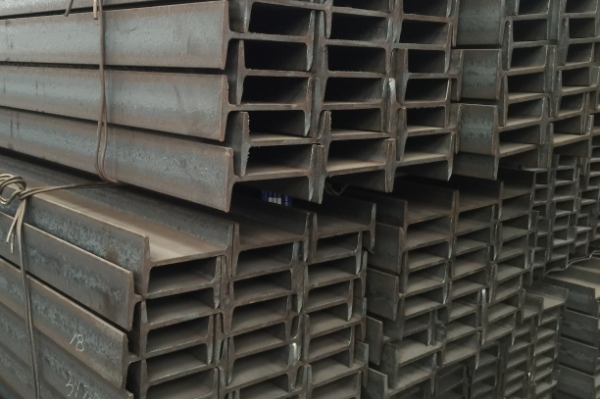
工字鋼也稱為鋼梁,是截面為工字形狀的長條鋼材。工字鋼分普通工字鋼和輕型工字鋼。是截面形狀為工字型的型鋼。工字型鋼不論是普通型還是輕型的,由于截面尺寸均相對較高、較窄,故對截面兩個主軸的慣性矩相差較大,故僅能直接用于在其腹板平面內受彎的構件或將其組成格構式受力構件。對軸心受壓構件或在垂直于腹板平面還有彎曲的構件均不宜采用。工字鋼廣泛地應用于建筑或 其他金屬結構工字鋼主要分為普通工字鋼、輕型工字鋼和寬翼緣工字鋼。按翼緣與腹板高度 比又分為寬幅、中幅、窄幅寬翼緣工字鋼。前二者生產的規(guī)格為10—60號,即相應的高度為10cm—60cm。在相同高度下,輕型工字鋼翼緣窄、腹板薄、重 量輕。寬翼緣工字鋼又稱H型鋼,斷面特點是兩腿平行,且腿內側沒有斜度。 它屬于經濟斷面型鋼,是在四輥軋機上軋制的,所以又稱“工字鋼”。普通工字鋼、輕型工字鋼已經形成標準。
豐臺型鋼產地貨源公司
目前,建筑材料的使用非常廣泛。在施工過程中,鋼材的使用是必不可少的,但是鋼材有很多種。它們之間有什么聯(lián)系和區(qū)別:z型鋼的角度不同于c型鋼。c型鋼的角度為90度,z型鋼的角度小于90度。因此,在具有一定坡度的屋頂上使用檁條時,應結合應力知識考慮檁條的角度。當z型鋼用于大坡度屋頂時,可以充分發(fā)揮其抗彎性能。c型截面與z型截面相比,強軸和弱軸的力學性能有較大差異,且c型截面與鋼框架的連接多為螺栓鉸接,計算應基于簡支。因此,從應力狀態(tài)、結構和計算結果來看,后者更為合理。因此,除了需要門窗開孔及其他特殊接縫處理外,應選擇z型斷面。屋面坡度較小時,z型檁條的彎曲截面模量略大于c型檁條,但差異不大。隨著頂板坡度的加大,垂直方向對稱的z形檁條彎曲截面模量利用率加大。因此,z形檁條適用于坡度較大的屋面。對于墻體來說,z型鋼和c型鋼沒有太大的區(qū)別。如果檁條想成為連續(xù)構件,采用z形檁條,因為z形檁條容易搭接。

豐臺型鋼產地貨源公司
不等邊角鋼的截面高度按不等邊角鋼的長邊寬來計算。指斷面為角形且兩邊長不相等的鋼材。是角鋼中的一種。其邊長由25mm×16mm~200mm×l25mm。由熱軋軋機軋制而成。一般的不等邊角鋼規(guī)格為:∟50*32--∟200*125 厚度為4-18mm。不等邊角鋼廣泛應用于各種金屬結構、橋梁、機械制造與造船業(yè)、各種建筑結構和工程結構,如房梁、橋梁、輸電塔、起重運輸機械、船舶、工業(yè)爐、反應塔、容器架以及倉庫等。

豐臺型鋼產地貨源公司
焊接H型鋼,因采用焊接工藝制作截面為H形得名,分為埋弧焊H型鋼,高頻焊H型鋼。埋弧焊H型鋼采用工藝:鋼板--自動分條--組立--自動埋弧焊--探傷--翼緣矯正--腹板矯正--端面加工--噴砂除銹--噴漆。全自動埋弧焊生產線自下料、組立、焊接全部由微機控制,保證生產的H型鋼尺寸精度,焊縫質量均達到國家標準 。采用GB50205-2001標準。高頻焊接H型鋼,靠高頻電流使金屬局部自身熔化焊合,不用焊絲,焊劑。可高速連續(xù)生產,產量高,易實現(xiàn)機械化,自動化。 相同截面具有優(yōu)良的截面性能。可以隨工程任意加工、設計及組合,并可制造特殊規(guī)格,配合特殊工程之實際需要。